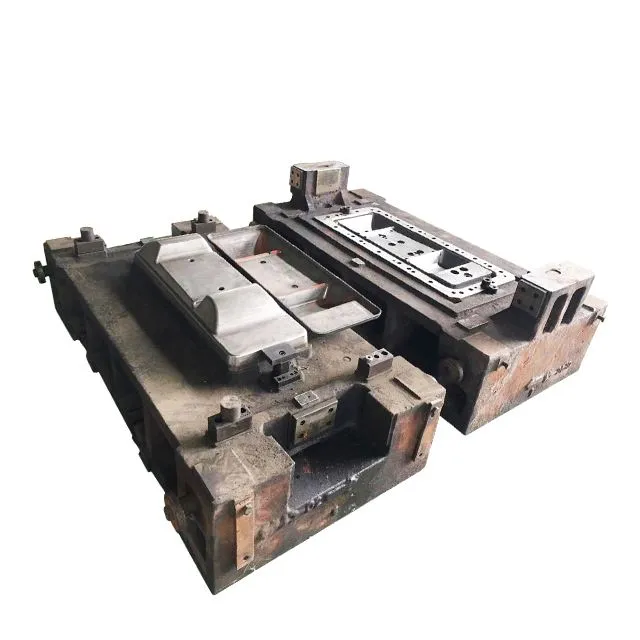



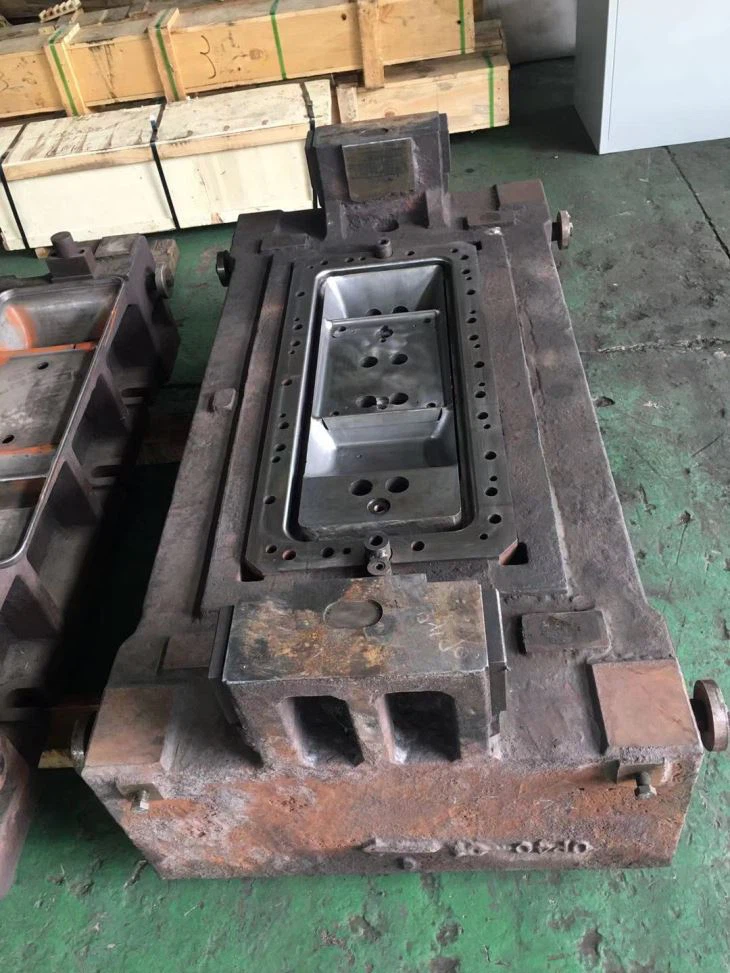

Luoyang Yujie Industry&Trade Co., Ltd is one of the most experienced manufacturers and suppliers of stamping die machining,stamping mould machined by 3m cnc gantry boring and milling machine from yogie in China. Please feel free to buy cheap stamping die machining,stamping mould machined by 3m cnc gantry boring and milling machine from yogie for sale here from our factory. All customized products are with high quality and competitive price.
Stamping die machining,stamping mould
Introduction
Materials for manufacturing stamping dies are steel, cemented carbide, steel-bonded cemented carbide, zinc-based alloy, low-melting alloy, aluminum bronze, polymer materials, and so on. Most of the materials used to make stamping molds are steel. The types of commonly used mold working parts are: carbon tool steel, low alloy tool steel, high carbon high chromium or medium chromium tool steel, medium carbon alloy steel, and high speed steel. , Base steel and cemented carbide, steel cemented carbide and so on.
Basic classification
a. Carbon tool steel
The carbon tool steels used more in the mold are T8A, T10A, etc. The advantages are good processability and low price. However, the hardenability and red hardness are poor, the heat treatment deformation is large, and the bearing capacity is low.
b. Low alloy tool steel
Low alloy tool steel is based on carbon tool steel with an appropriate amount of alloying elements. Compared with carbon tool steel, it reduces the tendency of quenching deformation and cracking, improves the hardenability of the steel, and has better wear resistance. The low-alloy steels used for manufacturing molds include CrWMn, 9Mn2V, 7CrSiMnMoV (code CH-1), 6CrNiSiMnMoV (code GD), and the like.
c. High carbon high chromium tool steel
Commonly used high-carbon and high-chrome tool steels are Cr12 and Cr12MoV, Cr12Mo1V1 (code D2), and SKD11. They have good hardenability, hardenability, and wear resistance, and have little heat treatment deformation. , The load capacity is second only to high-speed steel. However, the segregation of the carbide is serious, and repeated upsetting (axial upsetting, radial drawing) must be performed to change the forging to reduce the unevenness of the carbide and improve the performance.
d. High carbon medium chromium tool steel
High carbon medium chromium tool steels for molds include Cr4W2MoV, Cr6WV, Cr5MoV, etc., which have low chromium content, low eutectic carbides, uniform carbide distribution, small heat treatment deformation, good hardenability and dimensional stability. Sex. Compared with high-carbon high-chromium steel with relatively severe segregation of carbides, the performance is improved.
e. High-speed steel
High-speed steel has the highest hardness, abrasion resistance and compressive strength among mold steels, and has a high bearing capacity. Commonly used in molds are W18Cr4V (code 8-4-1) and W6Mo5 Cr4V2 (code 6-5-4-2, U.S. brand M2) with low tungsten content, and carbon and vanadium-reducing high-speed steels developed to improve toughness 6W6Mo5 Cr4V (code 6W6 or low carbon M2). High speed steel also needs to be forged to improve its carbide distribution.
f. Base steel
Add a small amount of other elements to the basic composition of high-speed steel, and appropriately increase or decrease the carbon content to improve the performance of the steel. Such steel types are collectively referred to as base steel. They not only have the characteristics of high-speed steel, they have certain wear resistance and hardness, but also have better fatigue strength and toughness than high-speed steel. The base steel commonly used in molds is 6Cr4W3Mo2VNb (code 65Nb), 7Cr7Mo2V2Si (code LD), 5Cr4Mo3SiMnVAL (code 012AL), etc.
g. Carbide and steel cemented carbide
Cemented carbide has higher hardness and wear resistance than any other type of mold steel, but has poor bending strength and toughness. The cemented carbide used as the mold is tungsten-cobalt. For the mold with low impact resistance and high wear resistance, the cemented carbide with low cobalt content can be selected. For high-impact molds, cemented carbide with higher cobalt content can be selected.
Steel-bonded cemented carbide is made of iron powder with a small amount of alloying element powder (such as chromium, molybdenum, tungsten, vanadium, etc.) as a binder, and titanium carbide or tungsten carbide as the hard phase, which is sintered by powder metallurgy. The matrix of steel-bonded cemented carbide is steel, which overcomes the disadvantages of poor toughness and difficult machining of cemented carbide, and can be cut, welded, forged and heat-treated. Steel-bonded cemented carbides contain a large amount of carbides. Although the hardness and wear resistance are lower than cemented carbides, they are still higher than other steel types. After quenching and tempering, the hardness can reach 68 ~ 73HRC.
h. New materials
The materials used for stamping dies are cold-working die steels, which are the die steels with a large amount of application, a wide range of use, and the largest variety. The main performance requirements are strength, toughness and wear resistance. The development trend of cold work die steel is based on the performance of high-alloy steel D2 (equivalent to China's Cr12MoV), which is divided into two major branches: one is to reduce the carbon content and the amount of alloy elements, and improve the uniformity of carbide distribution in steel Prominently improve the toughness of the mold. Such as 8CrMo2V2Si of American vanadium alloy steel company, DC53 (Cr8Mo2SiV) of Japan Datong Special Steel Company. The other is a powder high-speed steel developed with the main purpose of improving wear resistance to adapt to high-speed, automation, and mass production. Such as 320CrVMo13 in Germany, and so on.
Selection principle
In stamping dies, various metal materials and non-metal materials are used, mainly carbon steel, alloy steel, cast iron, cast steel, hard alloy, low melting alloy, zinc-based alloy, aluminum bronze, synthetic resin, polyurethane Rubber, plastic, laminated birch boards, etc.
The materials used to make the molds are required to have properties such as high hardness, high strength, high wear resistance, appropriate toughness, high hardenability, no deformation (or less deformation) during heat treatment, and no cracking during quenching.
Reasonable selection of mold materials and implementation of the correct heat treatment process are the keys to ensuring the life of the mold. For molds with different purposes, comprehensive consideration should be given to factors such as their working conditions, stress conditions, the properties of the material being processed, production batches and productivity, and a focus on the performance of the above requirements. Corresponding choice of process.
When the production volume of stamping parts is very large, the material of the convex part and the concave part of the working parts of the mold should be selected from the mold steel with high quality and good wear resistance. For the other process structure parts and auxiliary structure parts of the mold, the material of the parts should be improved accordingly. When the batch size is not large, the requirements for material properties should be appropriately relaxed to reduce costs.
When the material being stamped is harder or the deformation resistance is greater, the convex and concave dies of the punch should be selected from materials with good wear resistance and high strength. When drawing stainless steel, aluminum bronze die can be used because it has better anti-adhesion. The guide post and guide sleeve require wear resistance and better toughness, so the surface carburizing and quenching of low carbon steel are mostly used. For another example, the main deficiency of carbon tool steel is poor hardenability. When the die section size is large, its central hardness is still low after quenching. However, when working on a press with a large number of strokes, due to its resistance Good impact has become an advantage. For fixed plate and discharge plate parts, not only must have sufficient strength, but also require small deformation during work. In addition, you can also use cold and cryogenic treatment, vacuum treatment and surface strengthening methods to improve the performance of mold parts. For cold extrusion dies with poor working conditions for convex and concave dies, mold steels with sufficient comprehensive mechanical properties such as sufficient hardness, strength, toughness, wear resistance, etc. should be selected, and they should have certain red hardness and thermal fatigue strength. .
Consideration should be given to the hot and cold workability of the material and existing plant conditions.
Note the use of micro-deformed die steel to reduce machining costs.
For molds with special requirements, mold steel with special properties should be developed and applied
The choice of mold materials should be determined according to the conditions of use of the mold parts, so that on the premise that the main conditions are met, low-cost materials are selected to reduce costs.
Classification of stamping dies
There are many types of stamping dies, and the dies are also classified according to the three aspects of working properties, mold structure, and mold material.
Classification according to process properties
a. Punching die A die that separates the material along the closed or open contour line. Such as blanking die, punching die, cutting die, cutting die, trimming die, cutting die and so on.
b. Bending mold A mold for bending a sheet blank or other blank along a straight line (bending line) to obtain a workpiece with a certain angle and shape.
c. Deep-drawing die is a mold for making blanks of sheet metal into open hollow parts or further changing the shape and size of hollow parts.
d. Forming mold is a mold that directly copies the blank or semi-finished workpiece according to the shape of the convex and concave molds, and the material itself only produces local plastic deformation. Such as bulging die, necking die, flaring die, undulating forming die, flanging die, shaping die and so on.
e. Riveting mold is to use external force to make the participating parts connected or overlapped together in a certain order and manner to form a whole.
Classification according to the degree of process combination
a. Single process die In one stroke of the press, only one stamping process is completed.
b. The compound die has only one station. In one stroke of the press, two or more stamping processes can be completed at the same station at the same time.
c. Progressive die (also known as continuous die) has two or more stations in the feeding direction of the blank, and completes two or two successively at different stations during one stroke of the press. The die for the above stamping process.
d. The transfer mold combines the characteristics of single-step mold and progressive mold. The use of a robotic transfer system to achieve rapid product transfer in the mold can greatly improve the production efficiency of the product, reduce the production cost of the product, save material costs, and have stable quality reliable.
Classification by product processing method
Depending on the product processing method, the molds can be divided into five categories: punching and shearing molds, bending molds, drawing molds, forming molds and compression molds.
a. Punching and shearing dies: The work is completed by shearing. Commonly used forms are shearing dies, blanking dies, punching dies, trimming dies, trimming dies, punching dies, and punching dies.
b. Bending mold: It is a shape that bends the flat blank into an angle. Depending on the shape, accuracy and production volume of the part, there are many different types of molds, such as ordinary bending dies, cam bending dies, curling. Punching dies, arc bending dies, bending embossing dies and twisting dies.
c. Drawing mold: The drawing mold is a flat container with bottoms made of flat blanks.
d. Forming mold: refers to using various local deformation methods to change the shape of the blank. The forms are embossing forming dies, curling forming dies, necking forming dies, hole flange forming dies, and round edge forming dies.
e. Compression mold: It uses strong pressure to deform and deform the metal blank into the desired shape. Its types include extrusion dies, embossing dies, embossing dies, and end-pressure dies.
Typical structure and manufacturing technology of stamping die
Typical structure
the first sort
Process parts, such parts directly participate in the completion of the process and have direct contact with the blank, including working parts, positioning parts, discharge and press parts, etc .;
Second category
Structural parts. Such parts do not directly participate in the completion of the process, nor do they have direct contact with the blank. They only guarantee the completion of the process of the mold or improve the function of the mold. Other parts are shown in Table 1.1.3. It should be pointed out that not all the dies must have the above six parts, especially single-process dies, but working parts and necessary fixed parts are indispensable.
Manufacturing Technology
The modernization of mold manufacturing technology is the basis for the development of the mold industry. With the development of science and technology, advanced technologies such as computer technology, information technology, and automation technology are constantly infiltrating, intersecting, and integrating into traditional manufacturing technologies, and transforming them to form advanced manufacturing technologies. The new in-die tapping technology has led many stamping manufacturers to reduce the cost and caused a rush of buying.
The development of advanced mold manufacturing technology is mainly reflected in:
High-speed milling
Ordinary milling uses a low feed rate and large cutting parameters, while high-speed milling uses a high feed rate and small cutting parameters. Compared with ordinary milling, high-speed milling has the following characteristics:
a. High-efficiency The spindle speed of high-speed milling is generally 15000r / min ~ 40000r / min, up to 100,000r / min. When cutting steel, its cutting speed is about 400m / min, which is 5-10 times higher than that of traditional milling processing; compared with traditional processing methods (traditional milling, EDM processing, etc.) when processing mold cavities, its efficiency Increase 4 ~ 5 times.
b. High-precision High-speed milling processing accuracy is generally 10 μm, and some accuracy is even higher.
c. High surface quality Due to the small temperature rise of the workpiece during high-speed milling (approximately 3 ° C), there is no deterioration layer and micro-cracks on the surface, and thermal deformation is small. The best surface roughness Ra is less than 1 μm, which reduces the subsequent grinding and polishing workload.
d. Machinable high-hard materials. Milling of steel with 50 ~ 54HRC, the highest hardness of milling can reach 60HRC.
In view of the above-mentioned advantages of high-speed machining, high-speed machining is being widely used in mold manufacturing, and gradually replaces some grinding and electrical machining.
EDM milling
EDM milling (also known as EDM creation) is a major development of EDM technology, which is a new technology that replaces the traditional mold electrode processing of mold cavities. Like NC milling, EDM milling uses high-speed rotating rod-shaped electrodes to process two-dimensional or three-dimensional contours of the workpiece without the need to manufacture complex and expensive formed electrodes. Japan's Mitsubishi EDSCAN8E EDM machine tool is equipped with automatic electrode loss compensation system, CAD / CAM integrated system, online automatic measurement system and dynamic simulation system, which reflects the current level of EDM machine tools.
Slow walking wire cutting technology
The development level of CNC slow-feed wire cutting technology has been quite high, the functions are quite complete, and the degree of automation has reached the level of unattended operation. The maximum cutting speed has reached 300mm2 / min, the machining accuracy can reach ± 1.5μm, and the surface roughness Ra0.1 ~ 0.2μm. The development of wire cutting technology with a diameter of 0.03 ~ 0.1mm can realize the one-time cutting of the concave-convex die, and can perform the cutting process of the narrow groove of 0.04mm and the inner radius of 0.02mm. Taper cutting technology has been able to perform precision machining of taper above 30
Grinding and polishing technology Grinding and polishing processing is widely used in precision mold processing due to its high accuracy, good surface quality, and low surface roughness. Precision mold manufacturing widely uses advanced equipment and technologies such as CNC forming grinders, CNC optical curve grinders, CNC continuous track coordinate grinders and automatic polishing machines.
CNC measurement
The complex product structure will inevitably lead to the complexity of the shape of the mold parts. Traditional geometric detection methods have been unable to adapt to the production of molds. Modern mold manufacturing has widely used three-dimensional numerical control measuring machines to measure the geometric quantities of mold parts, and the detection methods of mold processing have also made great progress. In addition to the three-dimensional CNC measuring machine which can measure data of complex curved surfaces with high accuracy, its good temperature compensation device, reliable anti-vibration protection ability, strict dust removal measures and simple operation steps make on-site automated detection possible.
The application of advanced mold manufacturing technology has changed the traditional mold making technology. The mold quality depends on human factors and is not easy to control, making the mold quality dependent on physical and chemical factors, the overall level is easy to control, and the mold reproduction ability is strong.
Hot Tags: stamping die machining,stamping mould machined by 3m CNC gantry boring and milling machine from yogie, manufacturers, supplier, factory, customized, cheap, price, in stock, for sale, Mould Processing, military mold, processing with supplied materials, space military mold, Auto mold parts, processing with supplied drawings









